
Gummistécker tubingass ënnerscheedlech vun anere Schlauch wéinst sengem Gummistécker Inhalt, dat ass en Elastomer deen héich Kraaft an Haltbarkeet huet wéi och fäeg ze gestreckt an deforméiert ouni permanent beschiedegt ginn. Dëst ass haaptsächlech wéinst senger Flexibilitéit, Tréinebeständegkeet, Widderstandsfäegkeet an thermesch Stabilitéit.
Gummistécker gëtt mat engem vun zwee Prozesser produzéiert. Déi éischt Method ass d'Benotzung vun engem Dorn, wou Gummistreifen ëm eng Päif gewéckelt ginn an erhëtzt ginn. Den zweete Prozess ass Extrusioun, wou Gummi duerch e Stierf gezwongen ass.
WéiGummi Tubingass gemaach?
Mandrel Prozess
Gummi Roll
De Gummi, dee benotzt gëtt fir Gummi-Tubing mam Dornprozess ze fabrizéieren, gëtt fir d'Produktioun a Rollen vu Gummisträifen geliwwert. D'Dicke vun de Maueren vum Schlauch gëtt duerch d'Dicke vun de Blieder bestëmmt. D'Faarf vum Schlauch gëtt duerch d'Faarf vun der Roll bestëmmt. Och wann d'Faarf net néideg ass, gëtt se als Method benotzt fir d'Klassifikatioun an d'endgülteg Notzung vum Gummi-Tubing ze entscheeden.

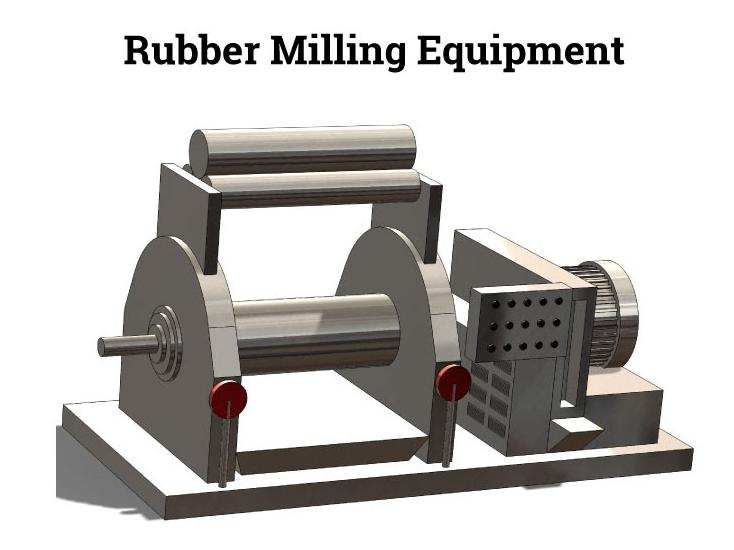
Fräsen
Fir de Gummi béisbar fir de Produktiounsprozess ze maachen, gëtt et duerch eng Millen gefouert, déi d'Gummisträifen erhëtzt fir de Gummi ze mëllen a glat ze suergen, datt et eng gläichméisseg Textur huet.
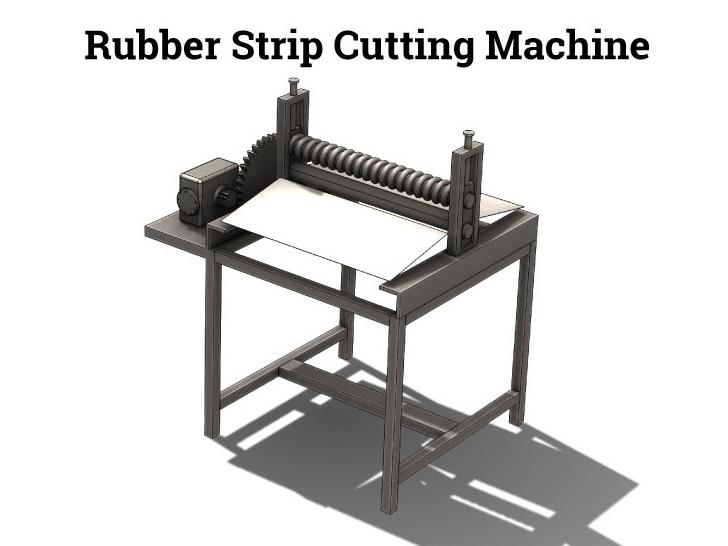
Ausschneiden
De mëllen a flexibelen Gummi gëtt op eng Schneidmaschinn geplënnert, déi et a Sträifen vun der gläicher Breet schneit fir d'Breet an d'Dicke vun der Gréisst vum Gummi-Tubing ze passen.
Mandrel
D'Streifen, déi am Schneiden erstallt goufen, ginn op de Mandrel geschéckt. Ier Dir d'Streifen op der Dorn wéckelt, gëtt de Dorn geschmiert. Den Duerchmiesser vum Dorn ass déi exakt Dimensiounen wéi d'Bohr vum Gummi-Schlüssel. Wéi de Dorn dréit, ginn d'Gummisträifen mat engem gläichméissegen a reegelméissegen Tempo ronderëm gewéckelt.

De Wrapprozess kann widderholl ginn fir déi gewënscht Dicke vum Gummi-Tubing z'erreechen.
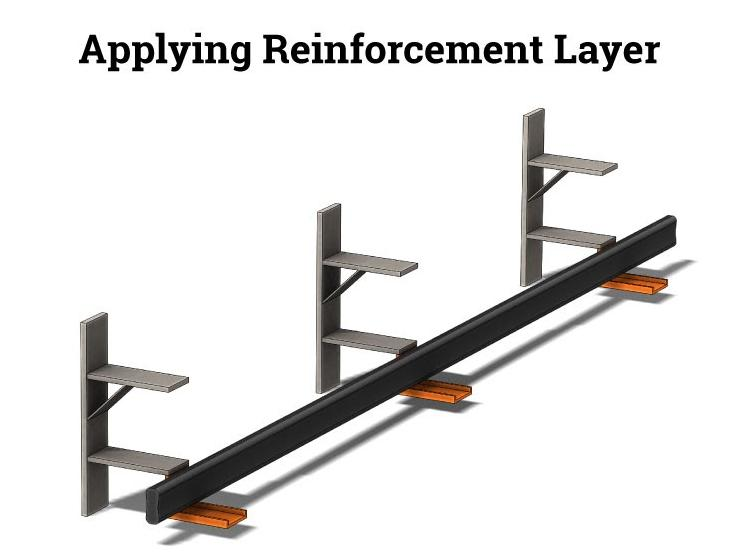
Verstäerkung Layer
Nodeems d'Tubing déi exakt Dicke erreecht huet, gëtt eng Verstäerkungsschicht bäigefüügt, déi aus engem héichstäerkt syntheteschen Material gemaach ass, deen Gummi beschichtet ass. D'Auswiel vun der Schicht gëtt festgeluegt duerch d'Quantitéit vum Drock, deen d'Gummi-Tubing kann aushalen. An e puer Fäll, fir extra Stäerkt, kann d'Verstäerkungsschicht Drot addéieren.
Finale Layer
Déi lescht Schicht vu Gummi Sträifen ass seng baussenzeg Ofdeckung.

Tapéieren
Wann all déi verschidde Schichten vu Gummisträifen ugewannt sinn, gëtt d'ganz Längt vum fäerdege Schlauch a naass Nylonband gewéckelt. De Band schrumpft a kompriméiert d'Materialien zesummen. D'Resultat vun der Bandverpackung ass e texturéierte Finish um baussenzegen Duerchmiesser (OD) vum Schlauch, deen e Verméigen a Benefice gëtt fir Uwendungen wou d'Tubing benotzt gëtt.
Vulkaniséierung
D'Tubing op der Dorn gëtt an engem Autoklav fir de Vulkaniséierungsprozess gesat, deen de Gummi heelt, wat et elastesch mécht. Wann d'Vulkaniséierung fäerdeg ass, gëtt de geschrumpften Nylonband ewechgeholl.

Ewechzehuelen vun der Mandrel
Een Enn vum Schlauch ass enk versiegelt fir Drock ze kreéieren. E Lach gëtt an der Schlauch gemaach fir Waasser ze pumpen fir d'Gummi-Réier vun der Dorn ze trennen. D'Gummi-Tubing gëtt liicht aus dem Dorn gerutscht, huet seng Enden ofgeschnidden a gëtt op déi gewënscht Längt geschnidden.
Extrusioun Method
Den Extrusiounsprozess involvéiert Gummi duerch e disc-geformte Stierf ze zwéngen. Gummistécker gemaach duerch den Extrusiounsprozess benotzt eng mëll onvulkaniséierter Gummiverbindung. Deeler, déi mat dëser Methode produzéiert ginn, si mëll a flexibel, déi nom Extrusiounsprozess vulkaniséiert ginn.
Ernierung
Den Extrusiounsprozess fänkt un andeems d'Gummiverbindung an den Extruder gefüttert gëtt.
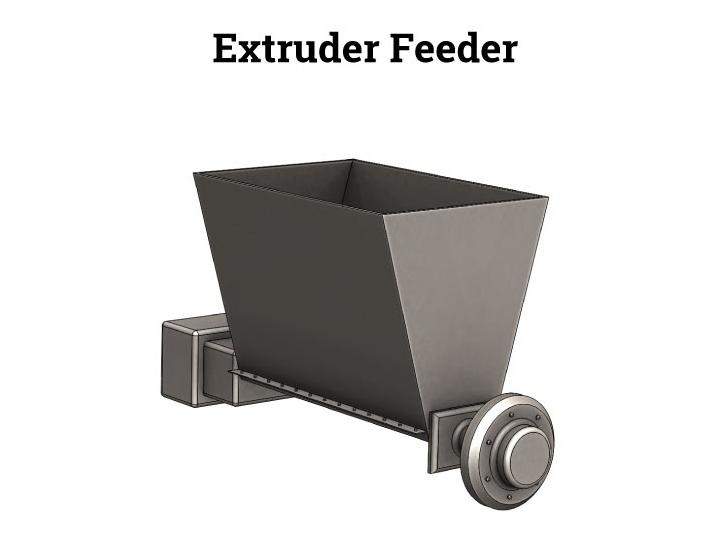
Rotéierend Schrauwen
D'Gummiverbindung verléisst lues de Feeder a gëtt op d'Schraube gefüttert, déi se an d'Stuerb beweegt.
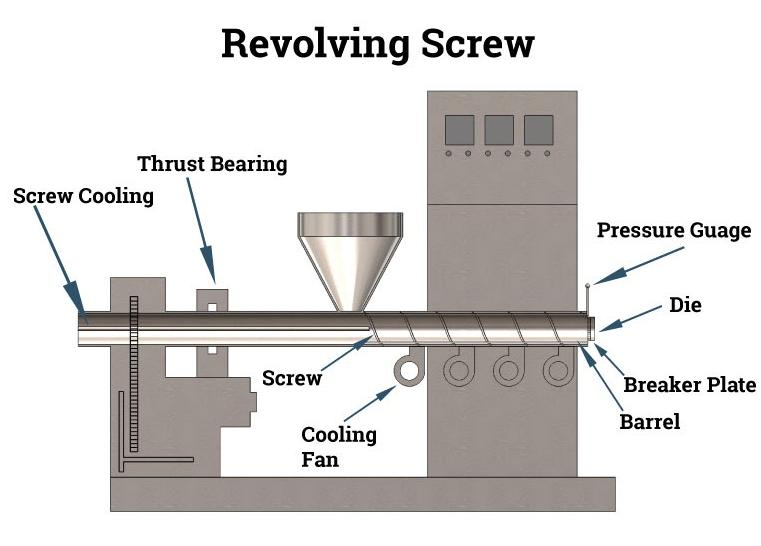
Gummi Tubing Die
Wéi d'Rohgummimaterial duerch d'Schraube bewegt gëtt, gëtt et duerch e Stierwen an de genaue Verhältnisser zum Duerchmiesser an d'Dicke fir d'Tubing gezwongen. Wéi de Gummi méi no beim Stierwen beweegt, gëtt et eng Erhéijung vun der Temperatur an den Drock, wat d'Extrudermaterial bewierkt, ofhängeg vun der Aart vu Verbindung an der Hardness.

Vulkaniséierung
Zënter datt de Gummi, deen am Extrusiounsprozess benotzt gëtt, onvulkaniséiert ass, muss et eng Form vu Vulkaniséierung duerchgoen wann et duerch den Extruder war. Och wann d'Behandlung mat Schwefel déi ursprénglech Method fir Vulkaniséierung war, goufen aner Aarte vu moderner Fabrikatioun entwéckelt, déi Mikrowarebehandlungen, Salzbäder oder verschidden aner Forme vun Heizung enthalen. De Prozess ass néideg fir de fäerdege Produkt ze schrumpfen an ze härten.
De Vulkaniséierungs- oder Aushärungsprozess kann am Diagramm hei drënner gesi ginn.
Post Zäit: Aug-25-2022